一句话先答:气动送料机靠压缩空气驱动、与冲床同步做间歇送料,结构简单价格低,适合薄料窄料、短步距、控成本的冲压场合。本文讲清它的夹钳工作时序、步距调节、累积误差与定期校正、和伺服/滚轮/三合一的区别、常见故障与保养,以及安全光栅怎么配套。佛山戴迪斯科厂家直供,佛山、高明、三水、江门、韶关及珠三角可上门,常年出口。
一句话先答:气动送料机(又叫空气送料机、冲床气动送料机)以压缩空气为动力,靠装在冲床滑块上的引导杆驱动、与冲床同步做间歇送料。它结构简单、价格低、维护方便,适合薄料、窄料、短步距、精度要求一般、控成本的冲压场合;五金、电子端子、小冲压件用得最多。
工作原理:固定夹 + 活动夹 + 气缸往复
气动送料机的核心是「两副夹钳一夹一松、交替接力」:滑块下行时,引导杆下压浮动杆,固定夹压紧材料定位、同时活动夹松开后移;滑块上行、引导杆离开浮动杆时,固定夹松开,送料气缸进气推动活动夹夹紧并前送一个步距,直到活动夹贴靠送料长度微调螺丝停下,完成一次送进。两夹交替,保证料带始终被控制住。
送料步距怎么调?
步距(每次送料长度)由两处决定:送料长度微调螺丝设定活动夹的行程;送料时间角度靠调节引导杆下压浮动杆的深度——步距越长,浮动杆要下压越深、送料时刻越晚;步距越短则相反。换模后通常要重新调一遍。
为什么气动送料会有累积误差?怎么补?
气动送料的步距是机械限位 + 气动行程决定的,会受气压波动、O 型密封圈磨损、夹板松紧、限位螺丝松动等影响,连续多步送进就会产生累积误差。实际生产中主要靠模具上的导正销(导正钉)在合模时强制纠偏定位来补偿,并需要定期校正步距、更换易损件。这也是它做不了高精度件的根本原因。
气路上一般用 E 型(送料)和 R 型(释放)两个电磁阀控制气流换向;动作由冲床滑块上的引导杆机械触发,本质上与冲床凸轮/输出信号机械联动同步。气源建议做好过滤稳压(行业资料示例气压约 0.5MPa 量级,具体以机型要求为准)。
气动 vs 伺服 vs 滚轮 vs 三合一,怎么选
- 气动送料:精度较低(靠导正销补偿)、速度行业说法约 200–400 次/分、适合料厚约 0.13–1.5mm 的薄窄料、步距短、成本低、维护较勤——小型低精度件、预算敏感首选。
- 伺服(NC)送料:精度高(行业常见 ±0.02mm 级)、速度快、料厚可更大、触摸屏设参方便——精密件、多规格换型首选。
- 滚轮送料:中等精度、连续高速。
- 三合一送料线:开卷+整平+送料一体,适合宽料厚料整线生产(详见 <a target="_blank" rel="noopener" href="/news/press-feeder-three-in-one">三合一送料线全解</a>)。
哪些情况不建议用气动送料机
- 高精度件——难达 ±0.02mm 级,受累积误差限制。
- 涂层、易划伤料——气动夹板容易在表面留压痕、擦伤镀层,宜选受力更均匀的夹式或伺服送料。
- 超厚料——气动料厚上限约 1.5mm 量级,厚板应选 NC 伺服或厚板型三合一。
- 超高速产线——气动有固有滞后,高速时时序难调、故障率上升。
常见故障与排查、日常保养
- 送料不到位/不准:检查气压是否稳定、步距微调螺丝是否松动、密封圈是否磨损、R 型释放阀时间是否正确、模具阻力是否过大。
- 材料跑偏:多因模具中心线没对正、料没对齐、O 型圈磨损漏气、电磁阀释放时间不当。
- 夹不紧/速度跟不上:气压不足或漏气、密封圈老化、电磁阀缺润滑。
- 日常保养:密封圈/O 型圈是易损件要定期检查更换;电磁阀保证润滑、换模后重调释放时间;做好气源过滤稳压。
送料自动化了,模具区还得有安全光栅兜底
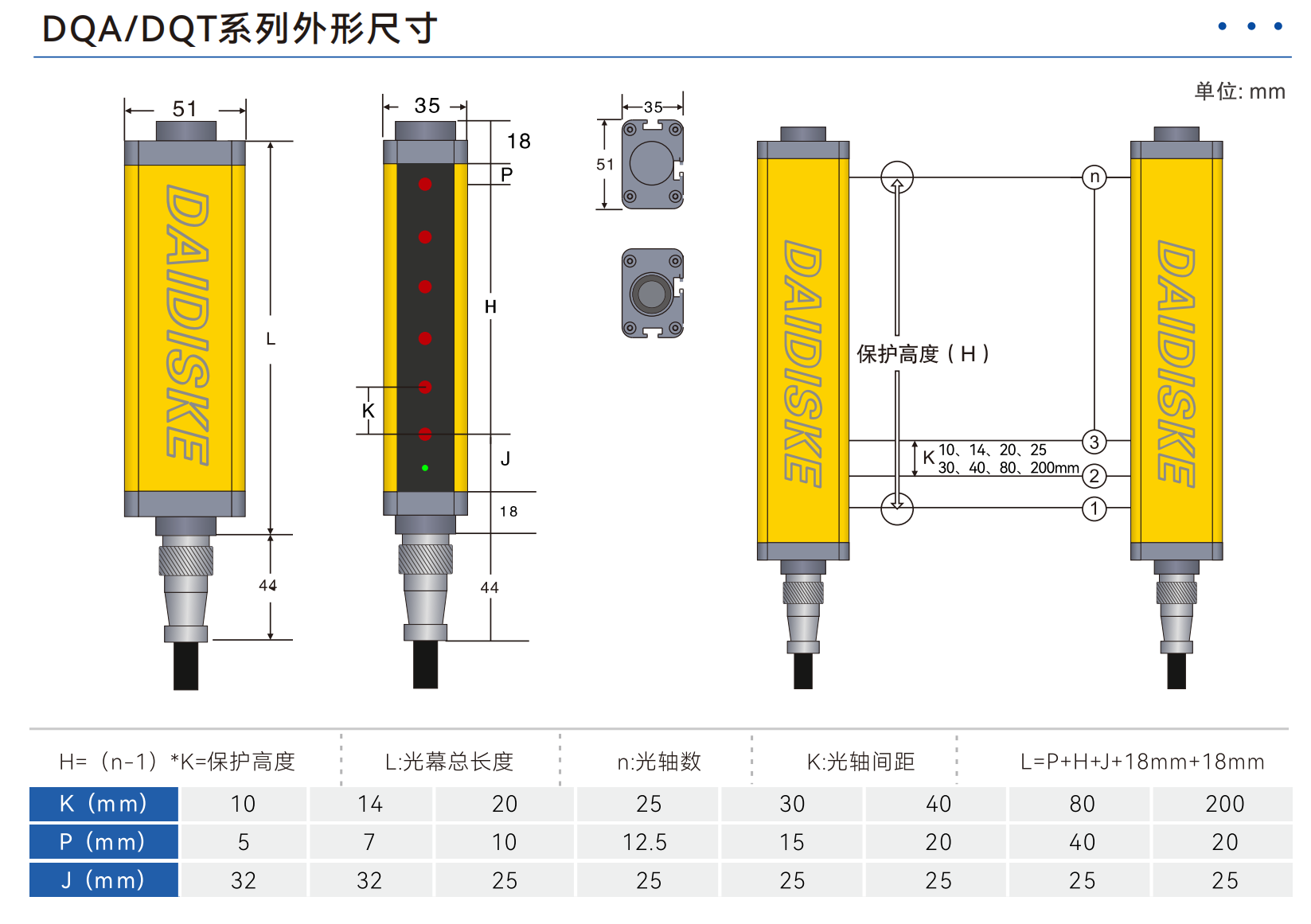
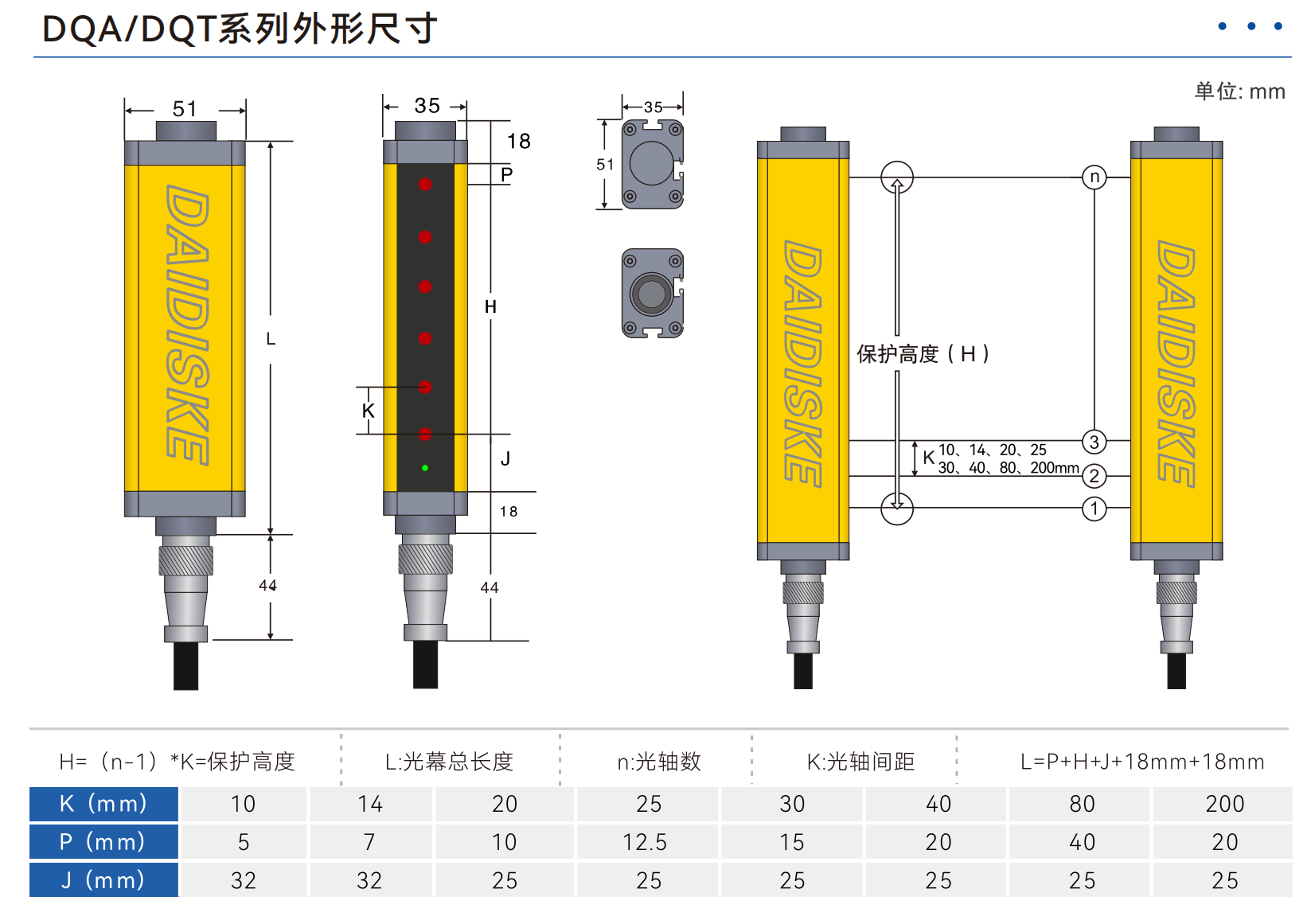
气动送料机解决的是「日常生产时人不用靠近模具」,效率高、也降低了压手风险。但换模、调试、清理时人还是要接近模具——这时就要靠安全光栅。模具区跨度大、检测距离远的,用 DQA 超远对射安全光栅(保护距离可定制到 20 米、IP67 抗粉尘油污);中小冲床用 DQC 通用款或工程款 DQS;信号接入 DA31 安全继电器升到 PLe 等级。气动送料机 + 安全光栅 + 安全继电器,才是完整合规的冲压自动化配置(金恩士 KEANSHI 同源品牌亦可配套)。
联系(佛山厂家 · 珠三角上门 · 常年出口)
佛山市戴迪斯科光电科技有限公司(戴迪斯科 DAIDISIKE)|气动送料机专线 蔡工 13377650530 / 13690321996|全国热线 4000-808-929|厂址:广东省佛山市顺德区北滘镇集成工业园区5栋A梯1002号厂房。佛山、高明、三水、江门、韶关、肇庆及整个珠三角可上门安装、调试、维修;全国发货,气动送料机常年出口,可提供英文资料与海运打包。查看 气动送料机全系列。
常见问题(FAQ)
二十年专注工业安全光电与感知设备制造。文中涉及的设备选型、车间方案, 欢迎咨询工程师 —— ☎ 4000-808-929。 更多产品也可访问戴迪斯科兄弟网站 www.fsdadi.com。
免责声明:本文对政策、行业趋势、技术路线的解读为行业分析与预判,具体内容请以官方发布的法规文件、国家标准、企业公告为准。 文中提及的第三方品牌(如有)均为各自权利人注册商标,本文仅作行业信息梳理与技术对比,不构成商业关联或对其商誉的评价。